发布时间:2025-06-26 11: 40: 00
在质量管理和过程改进中,控制图是一种极其常用且有效的工具。它可以帮助用户实时监控生产过程,及时发现异常波动,从而为质量分析提供依据。而在众多统计软件中,Minitab以其直观的操作界面和强大的统计分析功能,成为很多企业和研究机构首选的质量工具。那么,Minitab控制图如何创建Minitab控制图数据导入步骤,就是很多初学者和实际用户最关心的问题。本文将围绕这个主题,从操作流程、参数设置到图形解释,全面解析控制图的构建过程。
一、Minitab控制图如何创建
在Minitab中制作控制图,并不像想象中那么复杂,它提供了多个类型的控制图选项,以适应不同类型的数据特征和过程要求。

1.了解控制图的分类
在Minitab中,控制图被细分为以下几种常用类型:
(1)Xbar-R图(均值-极差图):适用于小样本连续数据,常用于机械加工、化工等过程监控;
(2)Xbar-S图(均值-标准差图):适用于较大样本连续数据;
(3)I-MR图(单值-移动极差图):适合无法分组的单个连续数据点;
(4)P图、NP图:用于不良品率分析,适合属性数据;
(5)C图、U图:用于缺陷计数,比如单位产品中的错误次数。
了解这些分类,可以帮助我们有针对性地选择控制图的类型。
2.准备数据格式
Minitab要求数据以列为单位进行录入。例如,在绘制Xbar-R图时:
(1)一列为观测值
(2)一列为子组编号(Subgroup)
数据可以是每个样本组按行排列(Unstacked),也可以是多个样本组按列排列(Stacked),Minitab均提供处理方式。
3.创建控制图操作步骤
下面以最常用的“Xbar-R图”为例:
(1)打开Minitab软件,导入或手动录入你的数据
(2)点击顶部菜单栏中的Stat→ControlCharts→VariableChartsforSubgroups→Xbar-R
(3)弹出设置窗口后:
a.在“Variables”中选择你的观测值列(如“尺寸值”)
b.在“Subgroupsizes”中选择子组编号列(如“批次”)
(4)点击“OK”生成控制图
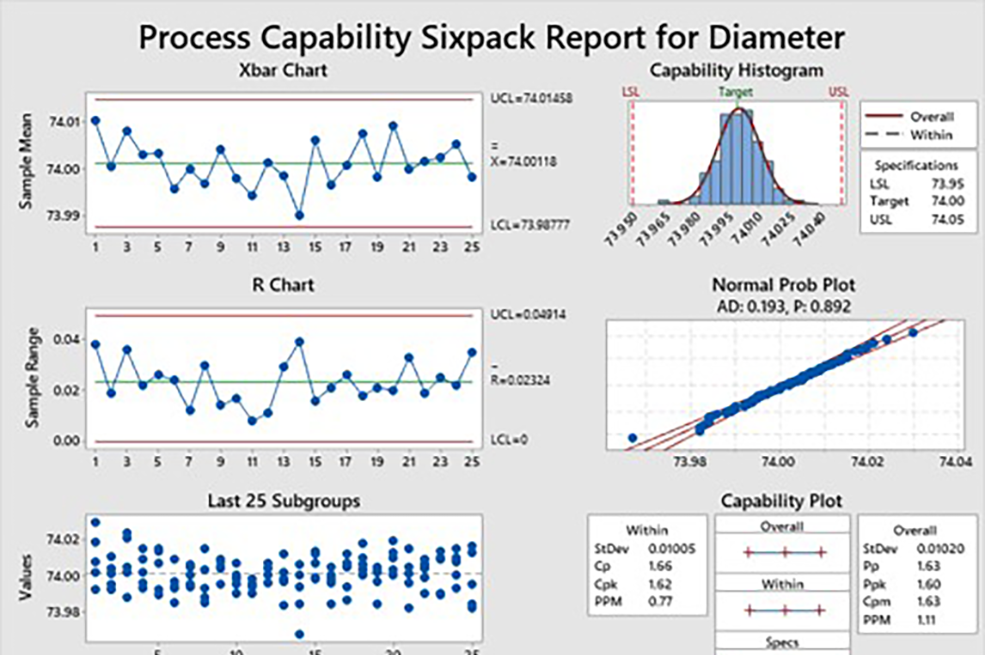
生成后的图中会显示:
(1)中心线(CL):代表过程均值;
(2)上控制限(UCL)和下控制限(LCL):用于判断数据点是否落在正常波动范围内;
4.使用I-MR图监控单点数据
当你的数据无法分组时,可以使用单值控制图:
(1)进入Stat→ControlCharts→VariableChartsforIndividuals→I-MR
(2)在“Variables”中直接选定你的数值列即可,不需要子组字段
(3)Minitab会自动按时间序列生成两个图:I图显示数据点,MR图显示相邻数据间的波动
5.属性控制图创建
对于不良率或缺陷数监控:
(1)选择Stat→ControlCharts→AttributeCharts
(2)根据实际情况选择:
a.P图(不良品率)需要输入不良数量列和检验数量列;
b.C图(缺陷数)只需要缺陷数量列,假设检验单位固定。
(3)按提示填写列名并确定,即可生成属性控制图
6.控制图判异规则设置
点击控制图图表后方的“Options”按钮,可以设置:
(1)使用哪一组判异规则(如1点超限、连续7点单侧等);
(2)是否显示控制限;
(3)是否自动标注异常点。
这一步对于过程监控尤为重要,能提高对潜在问题的敏感度。
二、Minitab控制图数据导入步骤
在创建控制图之前,首先要解决的是数据的导入问题。Minitab支持多种数据源的引入方式,方便用户从Excel、CSV甚至数据库中导入原始生产或检测数据。
1.从Excel导入数据
这是最常见的方式,步骤如下:
(1)打开Minitab,点击File→Open
(2)浏览到你的Excel文件,选择类型为“Excel(.xlsx;.xls)”
(3)在弹出的窗口中,勾选“Usecolumntitlesasnames”来保留标题
(4)点击“OK”后,数据会自动导入到Minitab工作表中
小技巧:如果你的Excel表中包含多个sheet,可以先预览再选择要导入的工作表。
2.从CSV导入数据
CSV格式结构清晰,适合批量处理:
(1)同样进入File→Open,将文件类型改为“TextFiles(*.csv)”;
(2)根据向导提示选择分隔符(一般为逗号),并勾选“第一行作为标题”;
(3)确认后数据将载入Minitab。
3.使用复制粘贴法导入
如果你只是想临时分析一组数据:
(1)在Excel或任何文本编辑器中复制一段列状数据;
(2)在Minitab中选中工作表的空白区域,右键粘贴即可。
这种方式适合快捷分析、课堂演示或临时问题排查。
4.从数据库导入
Minitab支持连接SQLServer、Access等数据库:
(1)点击File→QueryDatabase(ODBC);
(2)设置数据库连接信息并选择表名、字段;
(3)执行查询后,结果会加载到工作表中。
这种方式适合IT/质量部门与ERP、MES系统对接,进行周期性过程监控。
5.导入后数据检查
无论采用哪种导入方式,建议:
(1)检查是否有空白行、乱码或非数值项;
(2)检查子组列是否为整数格式,数值列是否为数值类型;
(3)如果需要分类变量,可以将某一列转换为“Text/Categorical”类型。
这些处理直接关系到后续控制图绘制是否成功。
三、控制图的延伸应用与实战建议
在掌握了Minitab控制图如何创建Minitab控制图数据导入步骤之后,很多用户也会面临控制图在实际工作中的具体应用问题。下面是一些实用建议和进阶使用技巧。
1.周期性过程监控
很多生产线会将每日/每批检测结果通过控制图反映:
(1)建议设置自动数据更新(通过Excel链接或数据库连接);
(2)每日刷新控制图,快速识别超限趋势;
(3)设置报警条件,如连续7点向上或多点波动异常。
2.多工序并行控制图
如果一个产品有多个关键参数:
(1)可分别为每个参数设置一个Xbar-R图或I-MR图;
(2)通过窗口布局实现多图同步查看;
(3)同时分析趋势,便于多因素过程控制。
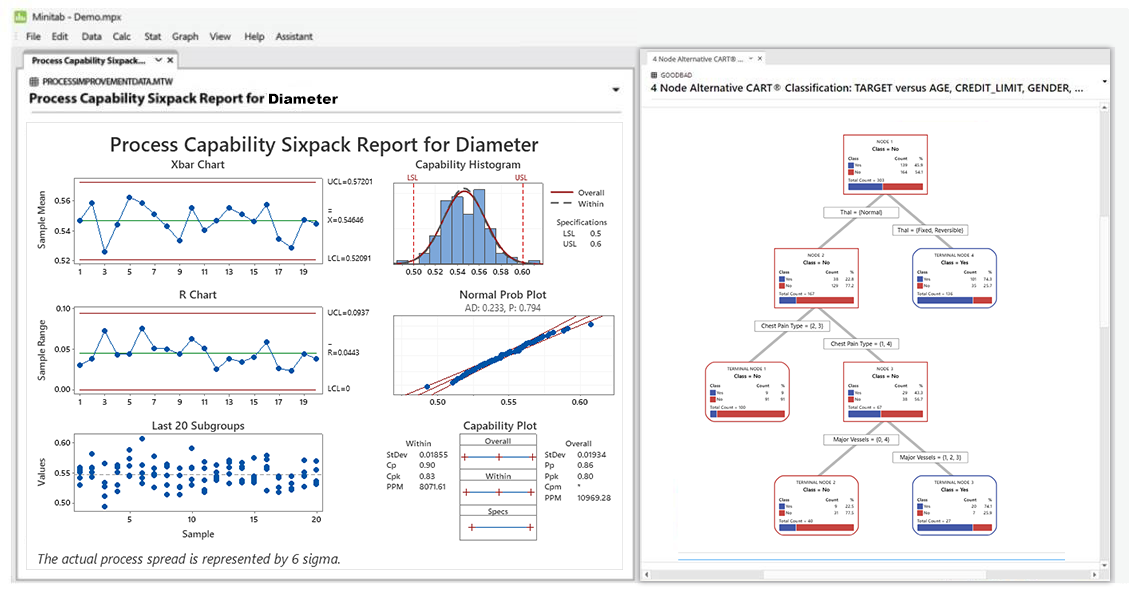
3.整合到报告中
Minitab控制图可直接导出为高分辨率图像:
(1)使用File→SaveGraphAs选择PNG或EMF格式;
(2)插入到PPT或Word中用于汇报或审计资料;
(3)图中异常点和规则标注能自动生成注释说明,便于领导和非统计人员理解。
4.用控制图做质量回顾
很多企业在质量回顾或ISO审核中需展示过程稳定性,控制图是关键材料。建议导出带异常点说明的图,并搭配解释性文字,展示企业对波动控制的响应机制。
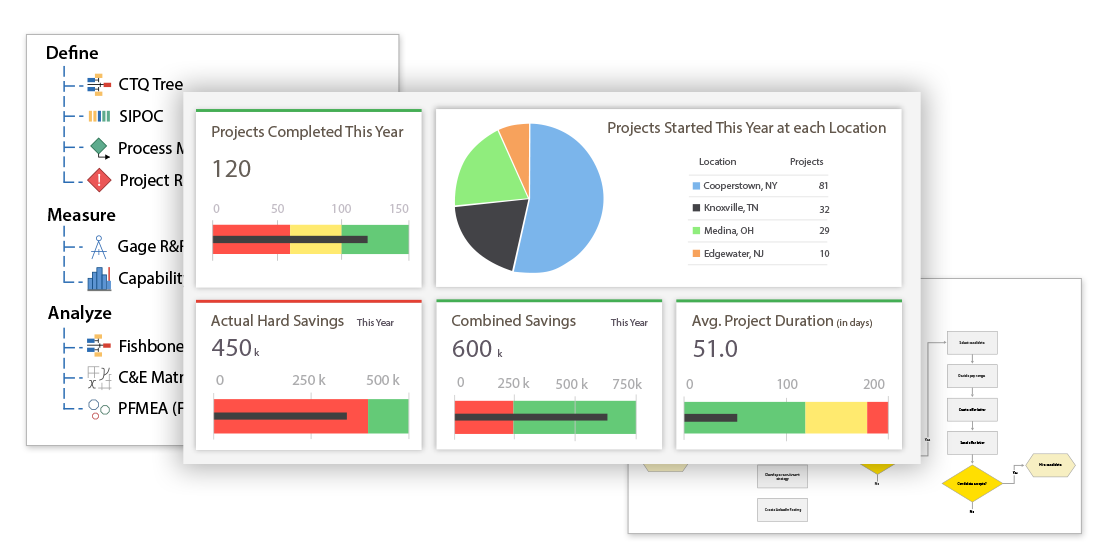
5.配合六西格玛工具使用
在六西格玛项目中,控制图通常在“控制阶段”用来验证改进是否有效。结合能力分析(Cp/Cpk)、Pareto图等工具,可形成完整的质量闭环。
总的来看,Minitab控制图如何创建Minitab控制图数据导入步骤涵盖了控制图从准备、绘制到结果分析的全过程。无论你是工程师、品质主管,还是统计分析师,只要掌握了这些核心步骤,就能迅速将控制图应用到产品质量监控、工艺波动识别与流程改进中。
Minitab提供的直观操作和强大图表功能,使控制图不仅成为统计工具,更是沟通分析与管理层之间的桥梁。未来,随着更多智能制造与数据平台的对接,控制图的应用场景将更广泛,我们也应该不断提升数据素养,精准解读控制图背后的每一次波动。
展开阅读全文
︾
Copyright © 2026 Minitab 苏州思杰马克丁软件有限公司 经营许可证编号:苏B1.B2-20150228 | 证照信息 | 特聘法律顾问:江苏政纬律师事务所 宋红波





